Finding skilled TIG welders has become a primary bottleneck for American manufacturing. The learning curve for traditional heliarc welding spans years, often requiring a decade to master the heat control and steady hand necessary for thin-gauge stainless steel. Shops can no longer afford that lead time. We see the struggle daily at our Aurora facility. By integrating a handheld laser welder into your production line, you bypass the traditional talent gap while simultaneously improving the structural integrity of your finished parts.
Laser Welding Efficiency Metrics
Handheld laser welding systems utilize high-density fiber laser sources to create deep penetration welds with minimal heat input. Handheld laser welding units operate at 1500W to 3000W, achieving travel speeds of 40 to 80 inches per minute on 16-gauge stainless steel. This process reduces the heat-affected zone by 90 percent compared to TIG, eliminating material warpage and secondary straightening operations.
| Category | TIG Welding | Handheld Laser Welder | Notes |
| Learning Curve | 1 to 3 Years | 1 to 2 Days | Laser requires minimal wrist articulation |
| Welding Speed | 5 to 10 IPM | 40 to 80 IPM | Speeds vary by material thickness |
| Post-Weld Grinding | Extensive | Minimal to None | Laser creates nearly flat beads |
| Consumables | Rods, Gas, Tungsten | Lens, Nozzles, Gas | Laser eliminates tungsten sharpening |
Reducing Shop Labor Through Rapid Training
If you hire a person with zero welding experience, you can usually have them producing code quality welds on a handheld laser welder by the end of their first shift. Traditional MIG or TIG requires a complex coordination of “dab and move” mechanics. The laser simplifies this into a point-and-shoot workflow. Because the machine handles the arc stability and wire feed pulsing, the operator only needs to maintain a consistent travel speed and distance.
This shift in required skill level changes the math on your payroll. You no longer need to pay premium journeyman wages for simple fillet welds on 16-gauge cabinets. Instead, your master welders can focus on complex, high-value custom projects while new hires handle the bulk production. If your shop has a backlog of basic assembly work, moving to laser is the fastest way to clear the floor. We have seen shops reduce their cost per inch of weld by over 60 percent simply by reallocating labor hours.
Technical Specifications and Performance Limits
The Key Problem in welding is rarely the gas or the wire; it is the grinding. When a TIG welder overheats a stainless steel joint, it warps. This requires a secondary operation of straightening and polishing. A handheld laser welder uses such concentrated energy that the surrounding metal stays cool to the touch. This means no warping, no blueing of the stainless steel, and no 40-minute sessions with a flap disc.
Laser Welders:
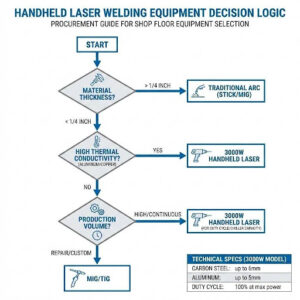
- Maximum Material Thickness: ¼-inch (6mm) for stainless and carbon steel.
- Power Output: 1500W to 3000W continuous wave options.
- Cooling System: Integrated industrial water chiller for 24/7 operation.
- Safety Interlocks: Two-stage contact sensors prevent accidental firing.
If the material is 20-gauge stainless, the laser is the superior choice. If the material is ½-inch structural plate, traditional submerged arc is still required. Simple logic dictates that for thin- to medium-gauge manufacturing, the laser wins on every metric.
Comparison of Thermal Impact and Warpage
High heat input is the enemy of quality. Traditional methods dump massive amounts of energy into the workpiece. This causes the grain structure of the metal to change, often leading to brittle joints or cosmetic failures. The fiber laser source in our handheld laser welder creates a keyhole weld. The beam evaporates a tiny amount of metal, creating a pocket of vapor that allows the energy to reach the bottom of the joint instantly.
This process is inherently more stable. You get 100 percent penetration with a bead that is a fraction of the width of a MIG weld. Because the bead is narrow, the shrinkage forces are lower. If you are building large tanks or precision medical equipment, the lack of distortion is a game-changer for your quality control department. You spend less time in the straightening rack and more time shipping finished products to customers.
Operational Savings and Maintenance
The cost of entry for laser technology is higher than a basic power source, yet the ROI is measured in months, not years. Consider the elimination of abrasives. Many of our clients report a 70 percent reduction in sanding disc purchases within the first quarter. Furthermore: the gas consumption is significantly lower because the travel speed is so high. You are using the same CFM of Argon but covering five times the distance.
More Laser Facts:
- Lens Maintenance: Protective windows should be checked every 4 hours.
- Gas Type: High-purity Argon or Nitrogen depending on the finish required.
- Power Draw: Standard 220V single phase or three phase for 3000W units.
- Portability: 15-foot to 30-foot fiber cables allow large work envelopes.
If your shop environment is dusty, you must prioritize keeping the fiber connectors clean. If your operators treat the gun with care, the diode life can exceed 50,000 hours of active beam time. This is an industrial tool built for the heavy fabrication environment.
Quality Benchmarks for Modern Fabrication
Quality is not just about the strength of the joint; it is about consistency. Even a tired operator can produce a beautiful weld with a laser because the machine regulates the energy. There is no shaky hand effect visible in the bead. This leads to a professional, factory finish that customers equate with high-end manufacturing.
We built Xcel Laser because we saw the need for these tools in our own manufacturing ventures. At Xcel Laser we do not just sell the machines; we use them to build the cabinets, frames, and assemblies that keep our business moving. We understand the technical tradeoffs. We know exactly when the laser is the right tool and when it is not. Every machine we sell is a machine we would trust on our own production floor.
Handheld Laser Welder FAQ
Is a handheld laser welder safe for indoor shop use? Yes, provided operators wear OD7+-rated safety glasses and work within a light-tight enclosure. The systems include safety interlocks that prevent the beam from firing unless the nozzle is in direct contact with the grounded workpiece. Proper fume extraction is also required to remove metal particulates from the air.
What materials can be joined with this technology? The system excels at joining stainless steel, carbon steel, aluminum, and galvanized sheet metal. It can also weld dissimilar metals like copper to stainless, which is nearly impossible with traditional TIG. If the material is highly reflective, like polished brass, specific beam pulsing settings are required to prevent back reflection.
Does laser welding require a filler wire? It depends on the joint fitment. If the gap is less than 0.1mm, no filler is needed. If the gap is wider, an integrated automatic wire feeder adds material to the molten pool. This allows the laser to bridge gaps up to 1.5mm while maintaining structural strength and aesthetic quality.
How does the operating cost compare to MIG welding? While the upfront hardware cost is higher, the per-part cost is lower. Laser eliminates 80 percent of post-weld grinding labor and reduces electricity consumption per foot of weld. If you factor in the 4x speed increase, then the total cost of ownership is significantly lower for high-volume production environments.
If you are ready to stop struggling with the welder shortage and start producing better parts, it is time to see the equipment in person. We offer demonstrations at our facility so you can feel the weight of the torch and see the speed for yourself. Our team provides the training and support to ensure your transition to laser is successful from day one.
Reach out to us today to discuss your specific materials and production goals: Contact Xcel Laser.